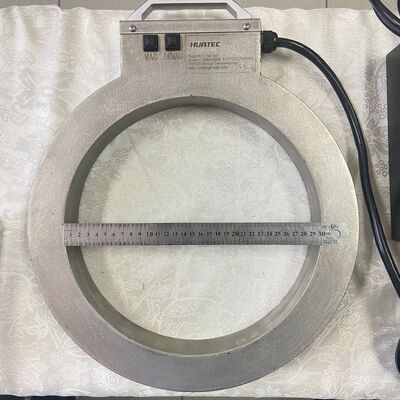
Średnica cewki AC 300mm Okrągły magnetyczny detektor wad cząsteczkowych
I. Parametry główne
| Prąd wejściowy |
8A, określany zgodnie z ustawionymi wartościami namagnesowania i rozmagnesowania, prąd czuwania wynosi 0,5A; |
| Zasilanie |
AC200-240V 50 / 60Hz |
| Prąd namagnesowania |
8A (8A * 400 zwojów = 3200AT) |
| Centralne pole magnetyczne |
Maks. 110Gs |
| Prąd rozmagnesowania |
8-0A |
| Rozmiar cewki |
Średnica 300mm, łącznie 400 zwojów |
| Tymczasowy współczynnik obciążenia |
> 30% |
II. Wprowadzenie funkcji
1, Namagnesowanie - uruchomienie pola elektromagnetycznego w celu namagnesowania przedmiotu obrabianego;
2, Rozmagnesowanie - pole rozmagnesowania rozpoczyna rozmagnesowanie przedmiotu obrabianego;
3, Alarm przegrzania - cewka posiada wbudowany czujnik temperatury 75°C. Po przekroczeniu ustawionej temperatury urządzenie przechodzi w stan ochrony;
III. Instalacja i uruchomienie
Instalacja:
1. Urządzenie powinno być zainstalowane w suchym środowisku, wolnym od pyłu metalowego, gazów korozyjnych oraz materiałów łatwopalnych i wybuchowych;
2. Temperatura otaczającego medium nie powinna być niższa niż -10°C i wyższa niż +40°C;
3. Wilgotność względna powietrza nie powinna przekraczać 85%;
4. Połączenie rurowe i przewodowe między instalowanym urządzeniem a każdym urządzeniem pomocniczym powinno być wykonane zgodnie z oznaczeniami i gniazdami wtykowymi;
5. Zasilanie (zasilanie, źródło powietrza itp., zgodnie ze środowiskiem instalacji i warunkami pracy urządzenia), a obudowa urządzenia powinna być niezawodnie uziemiona;
Uruchomienie:
1. Po zainstalowaniu urządzenia na miejscu należy najpierw sprawdzić, czy wszystkie przewody połączeniowe i śruby mocujące nie są luźne i nie odpadły;
2. Za pomocą przyrządów zmierzyć, czy napięcie na górnym końcu wyłącznika głównego maszyny spełnia wymagania środowiska instalacji i warunków pracy urządzenia;
3. Sprawdzić działanie każdej funkcji, ręcznie nacisnąć lub przełączyć każdy przełącznik funkcji, a każda funkcja urządzenia powinna być odpowiednio wykonana;
4. Kontrola efektu rozmagnesowania: sprawdzić, czy pozostałość magnetyczna po rozmagnesowaniu spełnia wymagania;
5. Po pomyślnym przejściu uruchomienia i kontroli urządzenie może zostać oddane do produkcji.
IV. Konserwacja rutynowa
Po użyciu urządzenia należy wykonać następujące czynności:
1. Wyłączyć wyłącznik zasilania i odciąć zasilanie urządzenia;
2. Odciąć główny wyłącznik zasilania zewnętrznego;
3. Usunąć plamy oleju z powierzchni cewki i utrzymać całe urządzenie w czystości;
4. Sprawdzić połączenia obwodów, kable i elementy mocujące pod kątem luźności i starzenia się w ciągu jednego miesiąca;
5. Codziennie sprawdzać, czy stężenie zawiesiny magnetycznej spełnia normę;
6. Do czyszczenia plam oleju z powierzchni urządzenia należy używać neutralnych środków myjących;
7. W przypadku uszkodzenia obudowy zabrania się dalszego użytkowania;
V. Zasada detekcji wad
Zasady elektromagnetyzmu
Prąd namagnesowania tworzy pole elektromagnetyczne na powierzchni ferromagnetycznego przedmiotu obrabianego (prąd przemienny i prąd stały o połówkowej fali mają efekt naskórkowy). Obecność wad przerywa siłę magnetyczną, tworząc pole magnetyczne wycieku i adsorbując cząsteczki magnetyczne. Cząsteczki magnetyczne gromadzą się, tworząc znaki magnetyczne. Obecność wad można ocenić, obserwując znaki magnetyczne (znaki magnetyczne są faktycznie powiększonymi wadami).
Metoda resztkowa
W przeciwieństwie do metody ciągłej, przedmiot obrabiany jest najpierw namagnesowany, a następnie zanurzony w zawiesinie magnetycznej na pewien czas, a cząsteczki magnetyczne są adsorbowane przez remanencję przedmiotu obrabianego, tworząc znaki magnetyczne. Metoda ta jest ograniczona do niskich wymagań, jednokierunkowej indukcji magnetycznej przedmiotu obrabianego Br ≥ 0,8T.
Remanencja odnosi się do wielkości pozostałego pola magnetycznego po detekcji wad, zazwyczaj w Gaussach (Gs), militeslach (mT), amperach/metr (A/m) jako jednostkach. 1mT=10Gs, 80A/m=1Gs, wielkość remanencji jest związana z materiałem przedmiotu obrabianego.
Zawiesina magnetyczna(proszek magnetyczny powinien być w pełni wymieszany i zawieszony w cieczy przed detekcją wad.)
Proszek magnetyczny jest przetwarzany w celu osiągnięcia określonych wymagań dotyczących wielkości ziarna żelaza. Ogólna metoda mokra detekcji wad cząsteczkami magnetycznymi może być powyżej 400 mesh.
Proszek magnetyczny fluorescencyjny to zwykły proszek magnetyczny z dodatkiem substancji chemicznej, zwykle nazywanej środkiem fluorescencyjnym, dodawany po naświetleniu lampą fluorescencyjną może emitować światło fluorescencyjne, może zwiększyć czułość detekcji wad, wygodna obserwacja.
Formuła zawiesiny olejowo-magnetycznej: (lub nośnik do detekcji wad proszkiem magnetycznym na bazie oleju nr 3)
(zima) olej transformatorowy (25#) : bezzapachowa nafta = 1:3
(lato) olej transformatorowy (25#) : bezzapachowa nafta = 1:2 -- 1:3
Mieszanka olejowa: zwykły proszek magnetyczny niefluorescencyjny = 1000ml: 10-20g
Mieszanka olejowa: proszek magnetyczny fluorescencyjny = 1000ml: 2g-3g
Formuła zawiesiny wodno-magnetycznej: złożony proszek fluorescencyjny na bazie wody z niewielką ilością wody do wymieszania proszku magnetycznego w pastę, a następnie dodanie wystarczającej ilości wody (złożony proszek zawiesinowy zawiera już dyspergator, środek przeciwpieniący, inhibitor rdzy), stosunek proszku fluorescencyjnego niebędącego związkiem jest następujący;
dyspergator 21g inhibitor rdzy 21g
środek przeciwpieniący 21g cząsteczki fluorescencyjne 2g-3g
Woda 1L
Czułość
Czułość odnosi się do precyzji detekcji wad cząsteczkami magnetycznymi, zazwyczaj poprzez testowanie zgodnie z krajową normą TYPU A. Standardowy test typu A jest zazwyczaj określany jako test czułości. Standardowy arkusz testowy typu A ma trzy rodzaje czułości: wysoką, średnią i niską. Im mniejsza wartość ułamka w typie A, tym wyższa wymagana intensywność indukcji magnetycznej, która może wyświetlać znaki magnetyczne. (A-15/100, A-30/100, A-60/100, A-7/50, A-15/50, A-30/50, sześć wyników, najwyższa czułość folii testowej nr 1 obejmuje A-15/100, A-7/50. Arkusze testowe nr 2 mają umiarkowaną czułość, odpowiednie dla większości branż, w tym A-30/100, A-15/50. Arkusze testowe nr 3 mają najniższą czułość, w tym A-60/100 i A-30/50.)
Sposób użycia standardowego elementu testowego czułości (nadaje się do metody ciągłej), zazwyczaj używa się standardowego elementu testowego typu A nr 2 (30/100 lub 15/50) do wyboru prądu namagnesowania do detekcji wad.
Sztuczne wady mogą być wyraźnie widoczne na gładkiej powierzchni elementu testowego poprzez ścisłe dopasowanie powierzchni elementu testowego ze sztucznymi wadami do badanego przedmiotu obrabianego, powolne przepuszczanie zawiesiny magnetycznej przez przedmiot obrabiany i zastosowanie odpowiedniego prądu namagnesowania (regulując odpowiednio kierunek obwodowy i wzdłużny). Wartość prądu namagnesowania jest odpowiednią specyfikacją namagnesowania.


 Twoja wiadomość musi mieć od 20 do 3000 znaków!
Twoja wiadomość musi mieć od 20 do 3000 znaków! Polish
Polish